
 020-81223080、13543498895
020-81223080、13543498895
原标题:来自3个国家,15大全球顶级刀具技术,错过是你的损失!

一、山特维克可乐满
随着铝合金发动机、动力系统和制动系统部件在汽车行业的日益普及,汽车主机厂及其零部件供应商在提升加工效率方面面临着更多挑战。刀具选择是在该领域真正实现市场差异化的关键一环。在整个发动机零部件制造业务范围内正确应用经过优化的铣削刀具可以带来显著回报。
山特维克可乐满可为铝合金零件提供解决方案和刀具,并可通过深入的应用专业知识为两者提供有力支撑。专业技术团队能为全球范围内的汽车行业客户提供多种优质解决方案。
1、 M5Q90——为铝合金铸件粗加工工序而开发
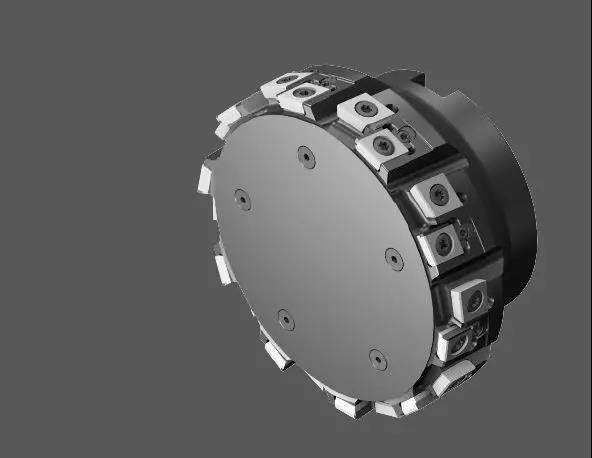
M5Q90是一款切向粗铣刀,设计用于对铝合金零件铸造毛坯,通过一道工序进行规整加工,使其没有毛刺。
PCD切向刀片能够实现平稳的切削作用,从而降低功耗并消除振动。由此可确保可靠的性能,延长刀具寿命并增加每个刀片加工的零件数量。
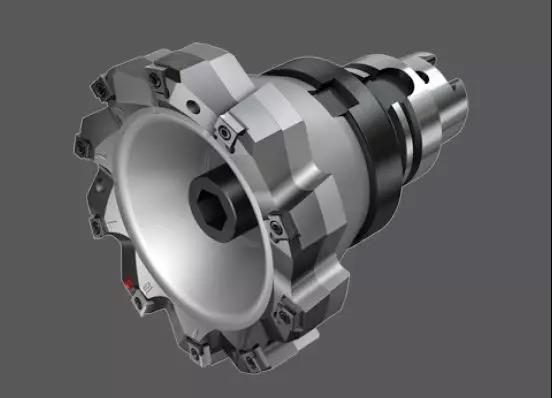
2、 M5R90——面铣和方肩铣刀

M5R90是汽车铝合金零件(例如气缸体、气缸盖和变速箱壳体)方肩铣工序中粗加工到半精加工的首选解决方案。
这款铣刀使用可调刀夹。为了满足表面粗糙度、平面度或波纹度方面的高要求,可选择M5B90铣刀。
3、 M5C90——用于高速直接精加工的铣刀

M5C90是一款用于以大吃刀量对汽车铝合金零件进行高速直接精加工的面铣刀(不适用于薄壁零件)。它能够取代对粗加工和精加工的需要,因此只需一道工序便能完成加工。
M5C90是一项无需调整刀片的非标解决方案,使铝合金零件铣削变得既快速又简单。由于刀片独特的径向和轴向定位,M5C90加工时所用的齿数要少于传统铣刀。这种定位可确保无毛刺铣削和出色的表面质量,而不会出现划痕和毛刺,同时保持出色的刀具寿命。
4、 M5B90——铝合金精加工铣刀
M5B90是一款定制面铣刀,能够实现出色的表面质量,大幅提高生产效率。
刀片无需调整,能够显著缩短安装调整时间,并实现高进给加工,从而降低单个零件成本加工。
刀片独特的轴向和径向定位使M5B90能够使用比传统铣刀更少的齿数进行加工。这款铣刀的Wiper (修光刃)设计可确保无毛刺切削以及出色的表面质量。
5、 M5F90——通过一道工序完成粗加工和精加工
加工零件时不会产生毛刺、划痕或崩缺边M5F90是一款概念面铣刀,能够在一道工序中完成粗加工和精加工。
专用于薄壁铝合金零件以及通过一道工序完成粗加工和精加工,这款铣刀采用焊接PCD刀尖从而无需调整。它能够实现高进给率而不会产生切削振动。M5F90铣刀正在申请专利。
6、 CoroMill? Century——高速面铣和方肩铣
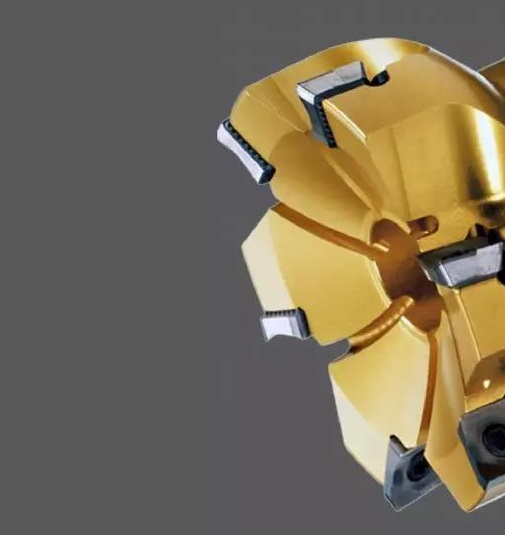
CoroMill? Century是一款用于高速加工的概念面铣刀,采用铝合金或钢制刀体。铣刀设计有带锯齿形状的刀片定位面,可确保安全的性能和更小的跳动量。
刀片的轴向调整能够轻松实现微米级的精度。
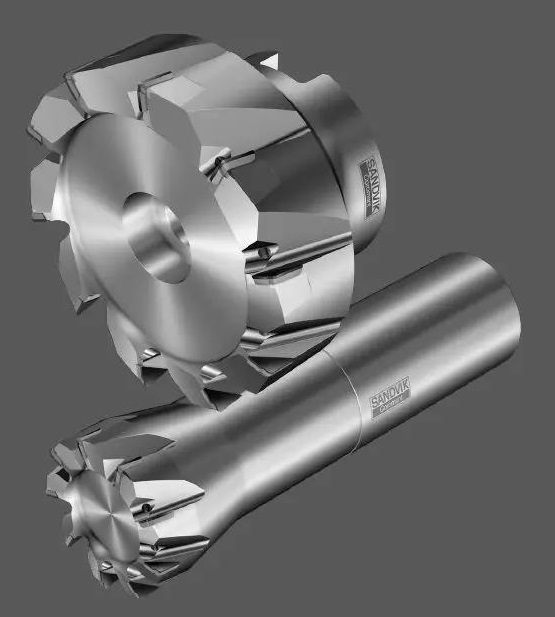
7、 M610——双金属材料精加工铣刀

一系列热特性和机械特性使双金属材料铣削充满挑战。现有双金属铣刀结构复杂,需要调整,并且加工效率较低。此外,这些铣刀在加工灰口铸铁(GCI)零件时还会经常产生崩边。
M610是一款独特的双金属材料(例如铝合金和 灰铣)精铣刀。它无需调整,具有极高的进给速度,不会在零件上产生崩边、毛刺或划痕等缺陷。
二、山高刀具
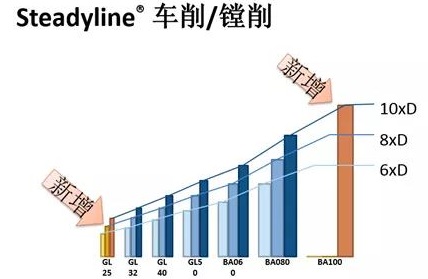
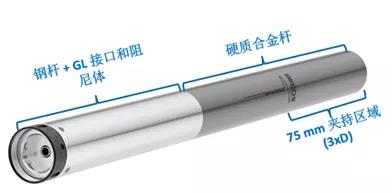
最近,山高再一次扩充了Steadyline的产品范围,推出了D25直径和D100直径的减振车刀杆。两种直径的减振杆均有6xd, 8xd和10xd三种长度。其中D25直径10xd长度的减振杆为硬质合金增强结构:
1、 山高Steadyline减振车刀柄D25/D100
? 刀杆刚性 50% vs. 10xD钢杆;
? 允许使用和8xD钢杆一样的切削参数;
? 夹持区域长3xD vs.钢杆4xD。
同时,山高还推出了16种GL25规格的车刀头以配合D25减振杆使用,仍然保持了GL25换刀快速、定位准确等特点。
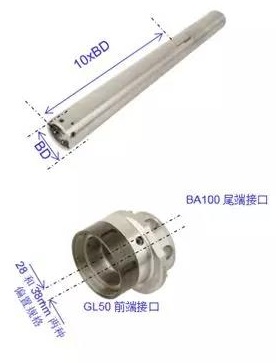
另外同时推出的D100减振车刀杆,可加工的最长悬伸达到了一米,可适合各种大型零件的车削。该减振杆前端为BA100接口,通过一个BA/GL转换头可安装现有的GL50车刀头。
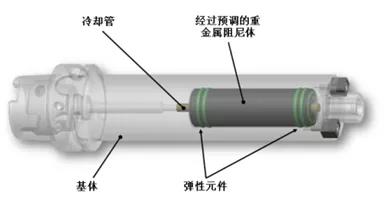
自推出以来,山高Steadyline减振刀柄家族在不断地发展壮大。从铣刀柄、车刀柄再到镗刀柄,已经覆盖了绝大多数常见的应用场合。Steadyline减振刀柄是一个被动动态减振系统,内置预调过的重金属阻尼单元,由弹性原件支撑在刀柄的腔体内。我们选用密度最高的物质做成阻尼体,这样可以在有限的空间内达到最大的质量。阻尼体的位置在设计时必须尽可能靠近刀柄前端,这样可以最大化阻尼效果。而阻尼体也必须经过预调,以使其自身频率与整个刀柄的频率一致。在实际加工过程中,刀柄前端刀具发生的振动变形在第一时间被阻尼体抵消,不会沿着刀柄向后传递,从而减少了整个刀柄的振动变形。Steadyline减振刀柄可有效解决长悬伸加工时的振动问题。
2、 主要特点
? 与传统刀柄相比动态刚性提高最多300%;
? 刀柄的锥形设计提高了静态刚性;
? 悬伸 5xD的情况下可以使用比传统刀柄高的多的切削参数,防止振刀;
? 出厂前预动平衡;
? 镀铬,防锈防腐蚀;
? 带内冷;
? 预调,出厂即可使用;
? 产品范围广,包括铣削、车削和镗削用刀柄;
? 独特的GL接口,用于车削和镗削刀柄,更换刀头简单方便速度非常快。
3、加工案例
机床
CTX-1250 Beta TC
T/M主轴HSK-T63
冷却压力:80 bars
加工内容
工件 A56: 套筒X38CrMoV51 (SMGv2-P8)
预孔钻至?38,镗至?39,5,深度142 mm
目标
保证后续磨削余量均匀
保证排屑通畅
Steadyline? : D25-180-GL25
车刀头:GL25-PDUNR-17025-11
刀片:DNMU110404MF2, TP2501
切削参数
Vc:180 m/min
Fz:0,25 mm/U
N:1450 U/min
F:362 mm/min
结果:无振动、断屑良好

三、瓦尔特
瓦尔特在金属加工领域是全球领先企业之一,专业提供各种用于铣削、车削、孔加工和螺纹加工的精密刀具。瓦尔特为客户提供各种量身定制的机加工解决方案,用于航空航天、汽车和能源以及通用机械等行业整体零部件的加工。集团的Engineering Kompetenz (优势技术能力)涵盖了整个切削工艺。作为高效数字化工艺解决方案的创新型供应商,瓦尔特是业界工业4.0先驱之一。瓦尔特拥有3500多名员工以及数量众多的子公司和销售合作伙伴,为全球80多个国家的客户提供服务。
1、Xtra·tec? XT M5130方肩铣刀
Xtra·tec? XT M5130方肩铣刀,是瓦尔特公司继黑锋侠铣刀之后的又一力作,刀片分为06/09/12/16四种规格,刀片强度和刀盘支撑强度再次提升,相同直径上的齿数增加17%,从而在加工效率和工艺安全性方面可以帮助客户解决瓶颈问题。该铣刀应用范围广,可用于方肩铣和平面铣的各种粗和精加工,同时也可以进行螺旋插补铣和坡走铣。刀片槽型和材质全,可以应用于ISO-P/M/K/N/S所有材料的加工。

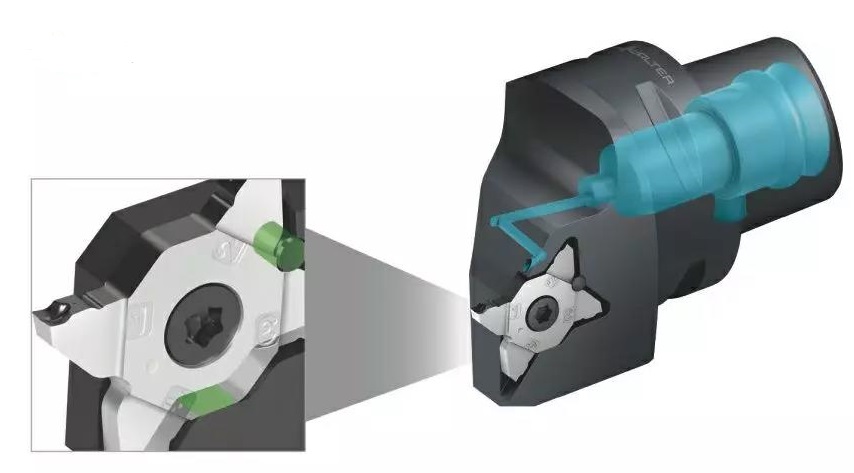
GRAFLEX镗刀
加工实例
零件名称:汽轮机叶片
零件材料:X12Cr?Ni?Mo?V?12-3
冷却方式:干式加工
加工类型:半精铣叶片型面
机床:Liechti(HSK63)
刀具:M5130-016-TC08-04
刀片:ACMT060216R
切削参数:vc=240m/min,fz=0.25mm/r,
F=4775mm/min, ap=0.8mm,ae=6-16mm。
2、MX槽刀——精密内冷助力成功
凭借优势技术能力,Walter向市场推出了带精密内冷系统的切槽和切断刀具:Walter Cut MX系统,该槽刀系统不仅技术成熟,而且相比现有竞争对手刀具,具有以下独特优势:
? 通过定位销固定来避免安装错误,同时提高更换和定位精度;
? 即使某个切削刃断裂,也不影响其他刃口的使用,从而实现最大经济性;
? 借助瓦尔特特殊的精密内冷系统和Tiger·tec? Silver (银虎)刀片材质保障卓越的使用寿命。
3、 Supreme (致强)盲孔丝锥TC120、TC121和TC122
瓦尔特推出三款新Supreme (致强)盲孔丝锥TC120、TC121和TC122,专门用于钢件加工。

TC120Supreme (致强)带45° 螺旋角,能可靠加工深度小于3×DN的中低强度钢件的螺纹。

TC121 Supreme (致强)适用于加工深度在2.5×DN以下、抗拉强度在800至1250 N/mm2之间的钢件螺纹。

TC122 Supreme (致强)带15° 螺旋角,在加工中高强度的ISO P钢件材料时实现长久的刀具寿命。无内冷加工时,螺纹深度最大达1.5×DN,带内冷加工时最大深度达2.5×DN。
四、欧士机(OSG)
欧士机(OSG)成立于1938年3月,是一家全球领先的综合刀具制造商。自创始以来,OSG专注于提供螺纹加工、铣削加工、钻孔加工,滚造加工等精密刀具,这些产品服务于汽车,模具,3C,医疗,航天航空等众多工业领域。
1、 硬质合金抗振铣刀AE-VML产品
AE-VMS硬质合金抗振铣刀作为OSG主打品牌A-brand中铣刀系列产品,旨在提高铣削效率的同时,获得更良好的加工品质。于2019年推出的该系列长刃型产品AE-VML通过大芯厚的设计以及独特的锥形刀体形状可防止因悬伸过长而导致的加工振动,再结合大螺旋角设计可有效降低侧铣时带来的切削阻力,实现稳定加工;后角精密研磨可抑制振动,减少毛刺产生。最后在刀体表面再覆以OSG专利DUARISE多层复合涂层,使其具有出色的润滑性、耐磨损性、耐高温氧化性,可有效抑制涂层裂纹传播,从而提高刀具寿命。
AE-VMS(短刃型):

AE-VMSS(超短刃型):

AE-VML(长刃型)NEW:

2、 硬质合金抗振铣刀·AE-VML加工实例和结论
A)
使用工具:AE-VML ?12 x 38
加工材料: NAK80 (40 HRC)
切削方法:侧铣
切削速度: 195 m/min(5,175 min-1)
进给速度: 600 mm/min(0.03 mm/t)
切深量: ap = 36 mm ae = 0.3 mm
使用机械:立式加工中心
表面光洁度:Ra = 0.09μm Rz = 0.55μm
结论:AE-VML能够降低切削阻力和抑制振动,在侧铣时能达到优异的表面光洁度。
B)
使用工具:AE-VML ?10 x 40
加工材料: S50C
切削方法:侧铣
切削速度: 130 m/min(4,200 min-1)
进给速度: 1,200 mm/min(0.07 mm/t)
切深量: ap = 40 mm ae = 0.5 mm
切削油剂:气冷
使用机械:卧式加工中心
结论:AE-VML在加工过程中表现稳定,即使在4xD的切削深度下,刀具磨损也能最小化。

资料来源:互联网返回首页,查看更多
责任编辑:




